
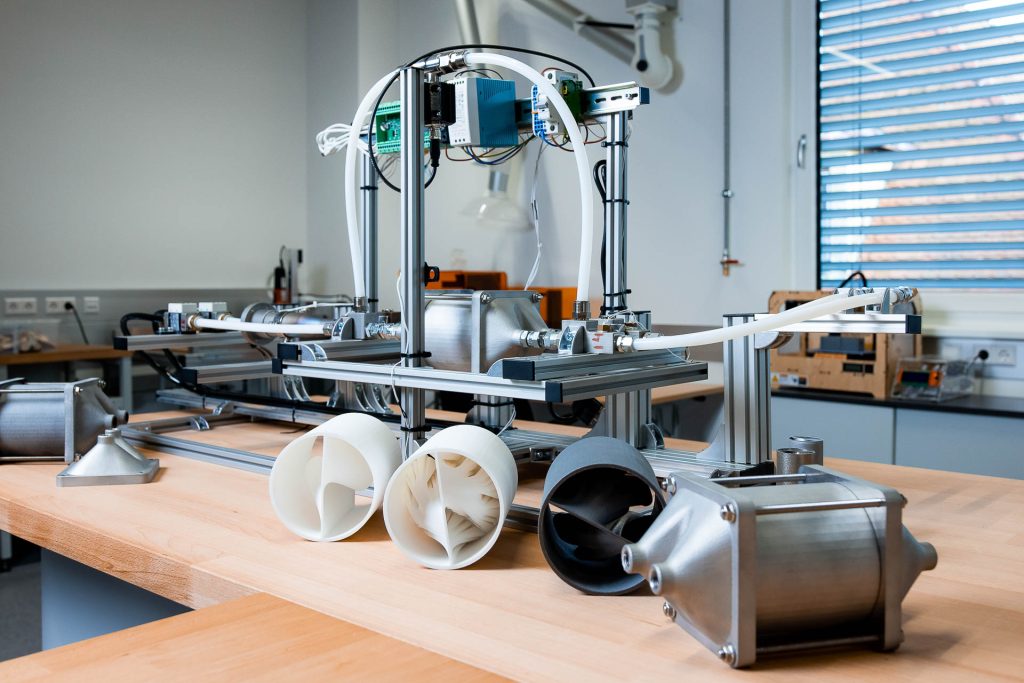
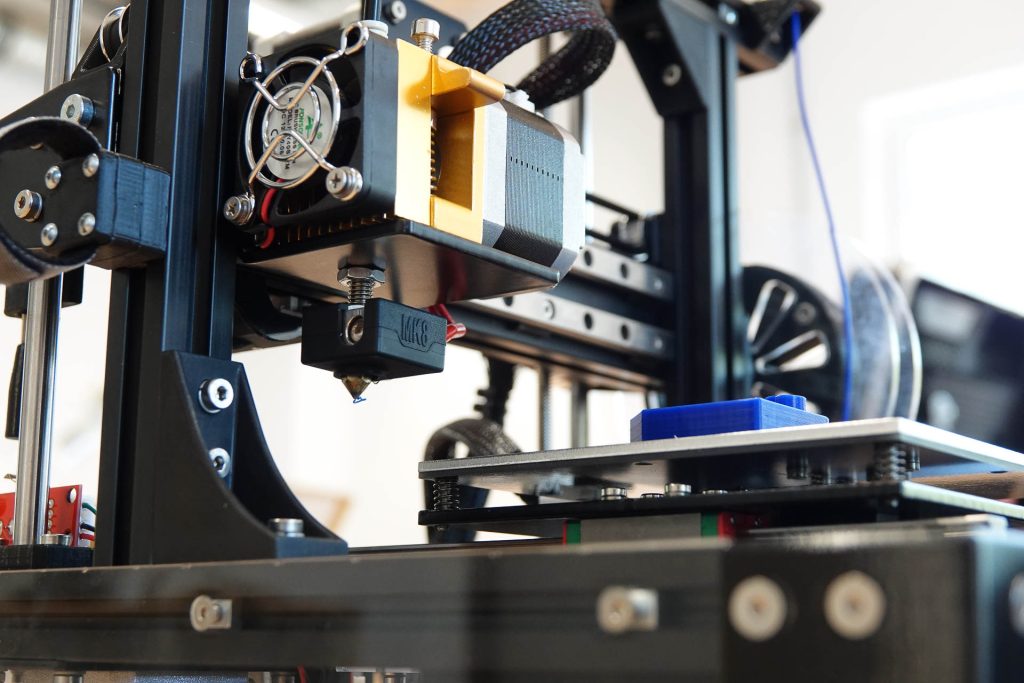
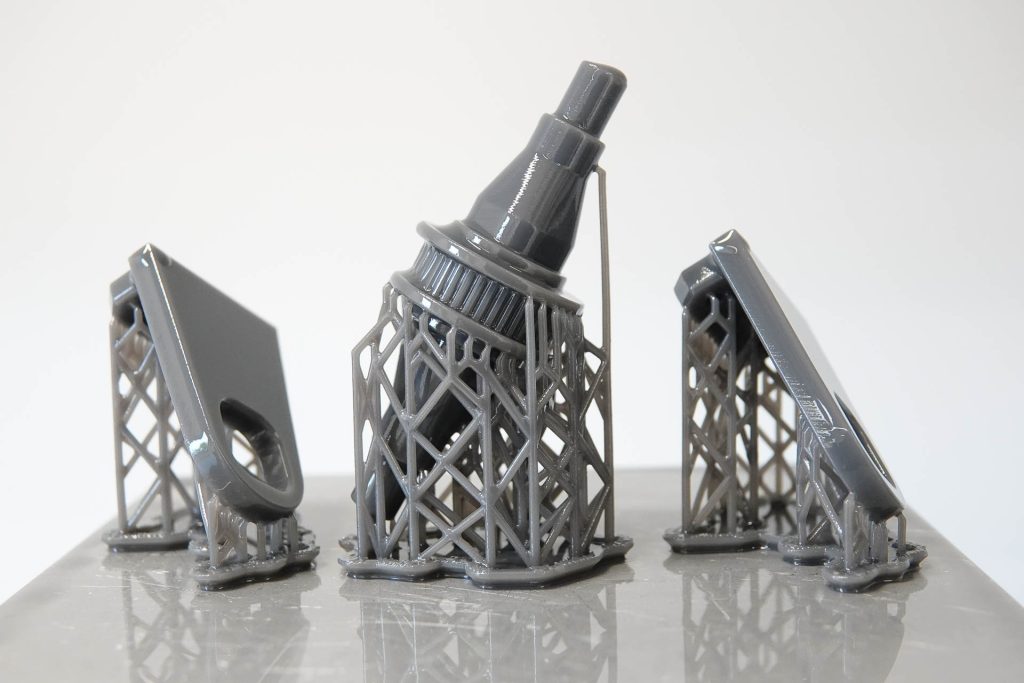
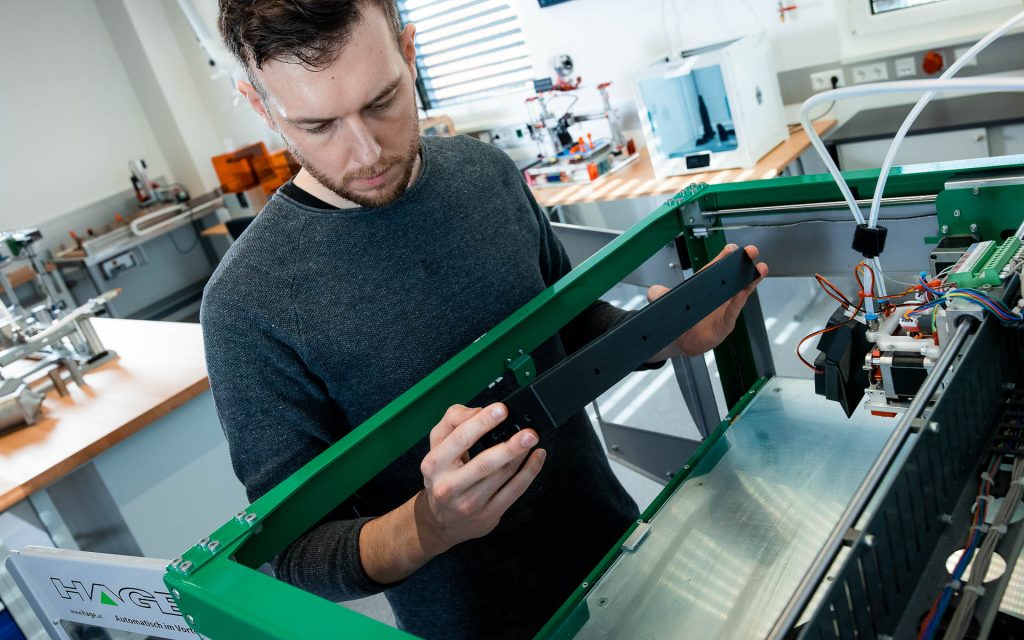
Seit 2010 betreibt das Department Automatisierungstechnik der FH CAMPUS 02 ein Rapid Prototyping Lab mit verschiedenen additiven Fertigungsverfahren zur Unterstützung der Prototypenentwicklung und spezifischen Problemlösung. Auf 90 m² sind moderne Technologien für Rapid Prototyping und Additive Fertigung am Stand der Technik für wissenschaftliche als auch industrielle Fragestellungen verfügbar. Die Expertise bezieht sich im Speziellen auf prozessspezifisches Knowhow für die generativen Fertigungstechnologien Fused Filament Fabrication (FFF/FDM/FLM), Stereolithografie (SLA/STL) und 3D-Printing (3DP) als auch Selektives Lasersintern (SLS).
Speziell die Konstruktion und Auslegung von Bauteilen zur optimalen Nutzung der Vorteile der additiven Fertigung bildet einen Schwerpunkt im Kontext des gesamtheitlichen Umsetzungsprozesses von der Idee bis zum Bauteil, bei dem wir sie gerne unterstützen. In verschiedenen Projekten wird die praxisorientierte Anwendung dieser Technologien in Kombination mit den verschiedenen herkömmlichen Fertigungsverfahren von den Spezialisten erfolgreich gelebt, hinsichtlich der Einsatzgrenzen untersucht und in kooperativer Forschung weiterentwickelt. Durch Funktionsintegration und technologiegerechte Komplexitätssteigerung werden in diesem Zusammenhang die potentiale von additiven Fertigungsverfahren ausgenützt.


Rapid Prototyping bietet große Potenziale zur Steigerung der Wettbewerbsfähigkeit durch:
Wenn Sie Interesse haben, aber noch nicht sicher sind, welches 3D-Druckverfahren für Ihren speziellen Anwendungsfall das Optimale wäre bzw. nicht wissen, ob in Ihrem Fall eine Herstellung mittels 3D-Druck überhaupt möglich und sinnvoll ist oder sie Unterstützung bei der 3D-Modellierung und Auslegung benötigen, zögern Sie nicht uns zu kontaktieren.










CAMPUS 02 Fachhochschule der Wirtschaft
Department Automatisierungstechnik
Körblergasse 126, 8010 Graz